

新闻中心
桌面小型移印机TFS-P1-100设备操作说明书

【摘要】桌面小型移印机 TFS - P1 - 100是一款桌面式的小型气动迷你款,具有结构小巧等特点,阐述了移印法原理及应用行业。接着说明其规格,如单色印刷、特定的钢板及图案尺寸等。然后讲述结构组成,包括机身、运动、工作台等部件及气动、电控系统。在控制与调整部分,详细介绍了电源、控制面板、功能程序、延迟时间等操作设置方法。还涵盖气动系统连接及元件相关内容。此外,说明了胶头、印刷板与油墨的选择及保养要点,强调注意事项如接电安全、保持清洁等,并给出故障与维修的检查方向,为用户提供全面的操作指导。
一、TFS-P1-100为小型桌面移印机概述
TFS-P1-100为小型桌面移印机,具有结构小巧、速度快,调整操作方便等特点。
移印机是一种采用移动式印刷法进行印刷的机器。所谓移印法,就是将要印刷的图案和文字通过正片菲林“显像”在钢板上,蚀刻成具有一定深度的凹版,把凹版安置在油墨盘上,机器工作时自动上墨并刮掉图案以外的油墨,然后胶印头(简称胶头)压向凹版把图案油墨取走,转移到被印件上。
由于胶头柔软且富有弹性,在压力的作用下易变形而与不规则表面贴合,故能在各种曲面和凹凸不平的表上印刷。移印机广泛应于日用品、玩具、制笔、塑胶、皮革、金属、玻璃、电子、电器、轻工及包装等行业。

二、TFS-P1-100为小型桌面移印机规格
印刷颜色: 单色
钢板尺寸: 75mm×100mm×10mm
最大图案面积: 45mm×70mm
胶头安装面与钢板最大距离: 76mm
胶头安装面与工作台最大距离: 126mm
工作台升降量: 60mm
最大印刷速度: 2500次/小时
气 压: 0.3Mpa—0.9Mpa(3bar—9bar)
电 源: 220V/50Hz(或110V/60Hz)20W
机身尺寸: 490mm×420mm×260mm
机身重量: 18Kg
包装箱尺寸: 590mm×340mm×560mm
毛 重: 28Kg
三、结构
TFS-P1-100桌机小移印机主要由机身部件、运动部件、工作台部件、气动系统、电控系统等组成(见图A)
机身部件:用来安装钢板,连接和固定其它部件。
运动部件:用来安装胶头、油辊和刮刀,整个部件可由水平气缸驱动作前后移动,由垂直气缸驱动胶头作上下移动,由刮刀气缸驱动刮刀作刮墨运动。
工作台部件:用来安装和调整被印物和/或印刷夹具。
气动系统:为移印机的动作提供动力。
电控系统:其核心为单片机,用四个行程开关感受运动部件的位置,并通过水平和垂直两个电磁阀控制水平和垂直气缸以驱动机器动作。
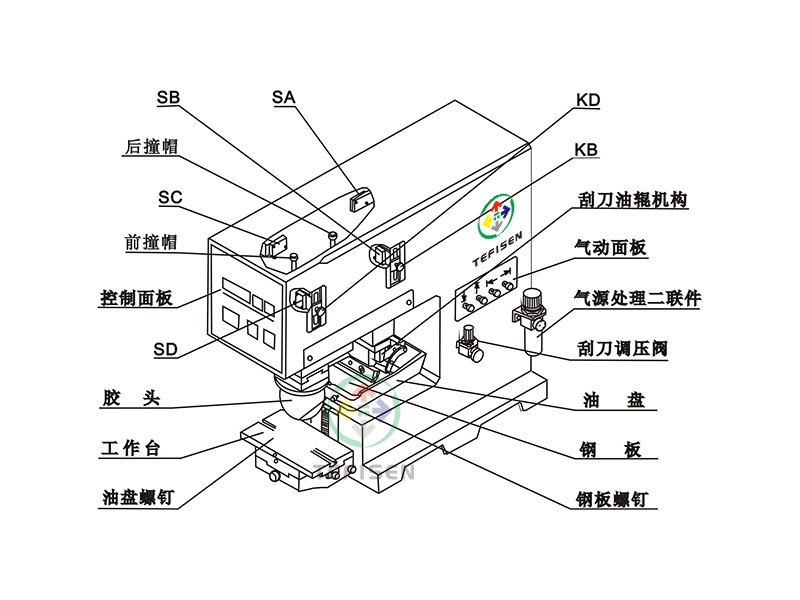
图A
四、控制与调整
1、电源及开关
电源插座及电源开关位于机器的左下侧,插座的下方为熔断器盒,内装0.5A玻璃管状熔断器,所接电源应为220V ±10%、50Hz或110V ±10%、60Hz(根据客户的要求选取定)。
注意:为保证安全,请连接好保护地线。
2、控制面板(见图B)
(1) SLOW、FAST:用于选择功能程序和延迟时间。
(2) STOP/SLIDE:启/停按键,按此键机器启动(SLIDE灯亮),胶头和刮刀、油辊前后移动,再按则可即时使胶头停前(工作台上方)或停后(钢板上方)(STOP灯亮);当机器处于自动印刷状态时,按此键可使动作全部停止(STOP灯亮)。
(3) STAMP:胶头按键,当机器停止(STOP灯亮)时,按此键一下,胶头垂直点动;当机器启动(SLIDE灯亮),胶头和油盅前后移动时,按此键可使胶头投入印刷,机器进入自动印刷状态(STAMP灯亮),再按则可使胶头停止上下运动,机器退回到前后移印状态(STAMP灯熄)。
(4) ONE CYCLE:按此键一下,机器以所选的功能程序自动印刷一周(不管STAMP灯亮与否,都会落胶头),印完后胶头(油盅)停在前位,按几下则机器工作几周。
3、功能程序及其选择
代码 功能
PF01 取一次墨印一次
PF02 取二次墨印一次
要选择功能程序,请在机器通电后,按SLOW或FAST键,使显示的代码与要选的一致就行了。(如果通电后已按了其它键,则需断电后再通电才行。)
功能程序一经选定,就保持记忆,断电后重新通电,显示器显示断电前所选的功能程序代码PPXX,无须再选就可马上投入动行。
4、延迟时间
当按了SLIDE后,机器运作,这时可调节胶头在前或后两个位置上停顿的延迟时间,调节时不必停机,可直接按SLOW(每按一次慢约0.5秒)或FAST键(每按一次快约0.5秒),范围为0—4.5秒。
5、计数
当机器运行在自动印刷状态时,计数器自动投入计数,数值在显示器上显示,停止(不断电)后再次自动印刷,则上次数值一起累计,机器断电则自动清零。
6、脚踏开关
其功能与STAMP键相同。
7、气源处理二联件,接给二联件的压缩空气压力应在0.3Mpa—0.9Mpa(0.3bar—0.9bar)之间,向上轻拉出减压阀的调节环,旋转它就可以调节压力,顺时针方向转压力增大,反之减小,压力一般调整在0.3Mpa—0.5Mpa(3bar—5bar)。
注意:要经常放水,使滤出的水不超过储水杯中的警戒线。
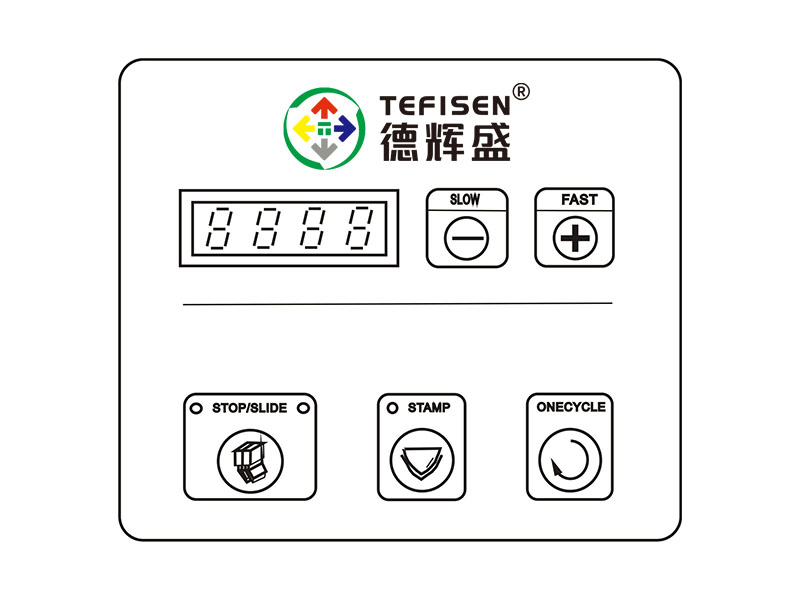
图B
8、胶头行程
胶头下落向工作台的行程和下落向油盘钢板上的行程分别由前后两个行程开关SD和SB控制,调旋钮KD和KB之高低即改变胶头行程之短长。
9、胶头速度
10、胶头位置(图C)
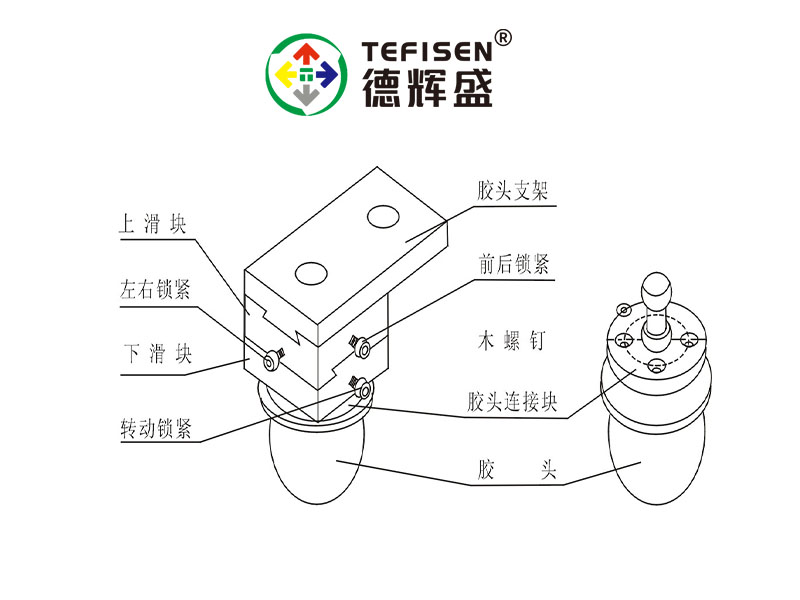
图C
通过上滑块和下滑块的燕尾槽,可调胶头之前后和左右位置,松开转动锁紧螺钉,可把胶头固定块向下取出进行胶头安装。
11、刮刀机构
刮刀的结构见图F,其安装见图G。
装夹时,刮刀片的上沿(钝边)要靠紧刮刀上压板的台阶面。若刀口稍有不平,可取张细砂纸(400#以上)铺在平玻璃上砂平。刮刀的刮墨压力由刮刀调压阀调节,调法与气源处理二联
件相同,原则上以刮刀能刮干净为准。
12、油辊结构
油辊机构具有上墨均匀、清洁方便等特点。向前推油辊限位杆,可把油辊从油辊支架上取出。
13、工作台
可进行上下、左右、前后和平面角度调节。
注意:调妥后请将其锁紧,以防变动。
五、操作步骤
1、 按图A所示,把蚀刻好的钢板放入油盘中,用钢板螺钉锁平锁好在油盘中,把油盘插入导槽并用油盘螺钉锁定在中间位置,加入适量油墨(也可先加油墨再装入油盘),按图F和G装好刮刀和油锟。
2、 接通电源,连接气源,调减压阀使压力为0.3Mpa—0.5Mpa(3bar—5bar)。
3、 按面板上STOP/SLIDE键,刮刀油辊前后移动进行上墨和刮墨。调整向前和向后移动的速度(不要太快)并观察刮油情况。
如出现刮不干净现象,请检查:
(1) 刮刀是否装好、装平行;
(2) 钢板是否装平;
(3) 刮刀是否有缺口;
(4) 油墨是否有太稀或太稠。
查出原因并解决之。
4、 装上胶头,按SLIDE键,前后移动数次后使之停后,按STAMP,胶头下压向钢板试沾墨一次,调好胶头向上和向下速度,并根据沾墨情况调胶头的左右、前后的位置、旋转角度以及胶头压向钢板的行程。(注意:旋钮KB最初应固定在较高位置,之后慢慢往下调)。
5、 装夹具和被印件于工作台上。
6、 按4,胶头沾墨后,按STOP/SLIDE使之停前,按STAMP键,胶头下压向被印件试印一次,根据试印结果,调胶头压向被印件的行程及夹具(工作台)的上、下、左、右、前、后位置和角度。必要时,可重调胶头的位置。(注意:工作台最初应在较低位置,之后慢慢往上调,而旋钮KD最初则应放在较高位置,之后慢慢往下调)。也可用ONE CYCLE键进行单次印刷来调校。
7、 试印数次后,根据需要调延迟时间的长短。
8、 调校完成,正式印刷。
六、气动系统
气动连接见图D,气动元件见列表,气动元件位置见图D。
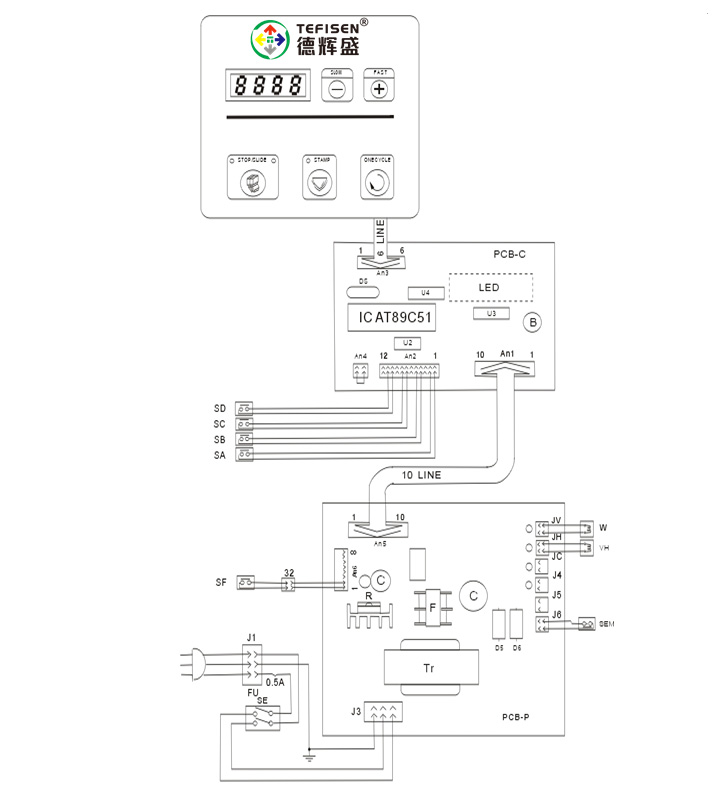
图D
气动元件明细表
|
序号 |
代号 |
名 称 与 规 格 |
数量 |
备 注 |
|
1 |
CYH |
双作用气缸,Φ20×90 |
1 |
推动水平运动 |
|
2 |
CYV |
双作用气缸,Φ25×50 |
1 |
推动垂直运动 |
|
3 |
CYD |
单作用气缸,Φ16×10 |
1 |
推动刮刀运动 |
|
4 |
FA |
流量调节阀 |
4 |
调节速度 |
|
5 |
FR |
气源处理二连件 |
1 |
对压缩空气进行过滤、调压 |
|
6 |
AR |
压力调节阀 |
1 |
调节刮刀压力 |
|
7 |
PA |
汇流板 |
1 |
用来安装电磁阀 |
|
8 |
SIL |
消音器 |
3 |
|
|
9 |
VH |
单电控二位五通电磁阀 |
1 |
控制CYH |
|
10 |
VV |
单电控二位五通电磁阀 |
1 |
控制CYV |
|
11 |
VD |
二位二通直动阀 |
1 |
控制刮刀落刀 |
|
12 |
VR |
二位三通滚轮阀 |
1 |
控制刮刀起刀 |
七、其它
1、胶头、印刷板与油墨
1.1胶头
制造胶头的主要原料为硅胶,由于胶头的品质(如弹性、软硬程序、移墨效果、表面光洁度等)直接影响移印效果,所以胶头的质量以及选择和保养是至关紧要的。
一般来说,比较精细的图案可选用稍硬的胶头,在比较凹凸不平的表面上印刷要选用较软的胶头。胶头大小的选择是以图案面积来决定的,最理想的当然是选择恰好足够印刷整个图案的胶头。如果被印件表面较特殊,那么胶头的形状还需与被印件的形状相适应。
胶头的表面组织非常敏感,光泽度也较高,擦试或装卸时要特别小心,不能用对胶头有侵蚀作用的溶剂或清洁剂擦试,也不得与利器锐物碰刮。如是胶头上有灰尘或油墨,可用柔软的布或纸沾天那水(香蕉水)抹净。
1.2印刷板
移印机所使用的印刷板(凹版)一般为钢板的。本机可使10mm的厚钢板。每次使用完毕,钢板要擦洗干净并采取防锈措施(如浸在防锈油中或喷防锈剂),以防生锈。下次使用时,要用天那水等将钢板擦试干净。
1.3油墨和稀释剂
油墨和稀剂要根据被印件的材质(如PVC、PP、金属、皮革等)和对印刷图案的要求(如色彩、光泽度等)来选择。
移印过程中,油墨薄膜先是在钢板蚀刻处被胶头吸起之后又自胶头中释出转移到被印件上。因此,对油墨溶剂的挥发速度是有较高要求,这就需要选择合适的稀释剂,如溶剂挥发太快,将使油墨很快地在钢板或胶头上风干,而使胶头无法将油墨从钢板上全部吸起或油墨无法从胶头上全部释出转移到印件上;如溶剂挥发太慢,则会使油墨在印刷品上挥发缓慢,容易造成相互粘墨。
由于印刷过程中油墨被两次沾起转移,所以油墨的粘度必须合适,而油墨的粘度可由加入的油墨稀释剂的多少来调节的。如加入的稀释剂太多,油墨太稀将会导致:
(1)由于油墨不透明度降低而使印刷色彩变谈;
(2)图案产生毛边。
如加入溶剂太少,使油墨粘度太高,则将使刮刀刮墨产生困难,移印无法进行。所以,在印刷过程中要注意油墨的粘度,并适时地加入适量的稀释刘并搅拌均匀。
2、注意事项
2.1接电源时,要接好保护地线,电源电压应与要求的相符。
2.2当向机器送气或已送气而关掉电源时,胶头和刮刀可能会发生滑移,要注意安全,谨防被夹。
2.3关掉气源后,胶头可能会降下,这是正常现象。但如果是降在前位(工作台上方),那么,下次要送气时,最好先用手把它推到后位(钢板上方)后再送气,以免万一碰坏胶头。
2.4要保持机器的清洁。
2.5要经常给运动部位加润滑油脂,水平运动部位由油嘴加润滑油脂,垂直运动部位由上方直接加润滑油于轴套间,但一次不能加太多,否则会滴到钢板上。
2.6要注意经常放掉气源处理二联件储水杯中的水。
3、故障与维修
只要正确地使用和保养,本机的故障率是非常低的,万一出现,请先参照以下几点进行检查,没办法解决时,再与本公司或当地代理商联系,并告知详细情况
3.1接通电源后,显示器和指示都不亮,请主要检查:
(1) 交流熔丝FU是否烧掉。
(2) 插头/插座是否插好,电源开关和急停开产是否在正确的位置,是否损坏
(3) 内部连线是否出现断路,接头是否接插好。
3.2开机无动作,或动作失常,或动了一下或数下就不动了,请主要检查:
(1)确认气源气路是否正常。
(2)看看显示器有无显出代码,若有,按下列关系进行排查:
出借代码 故障原因
EE10 SA行程开关常闭或引线短路
EE11 SA行程开关常开或引线开路
EE20 SB行程开关常闭或引线开路
EE21 SB行程开关常开或引线短路
EE30 SC行程开关常闭或引线开路
EE31 SC行程开关常开或引线开路
(3)内部连线是否出现松动,接头插座接触不良。
(4)是否存在机械卡阻现象,使运动部件动作困难,或移印不到位,以致没法碰到开关。
